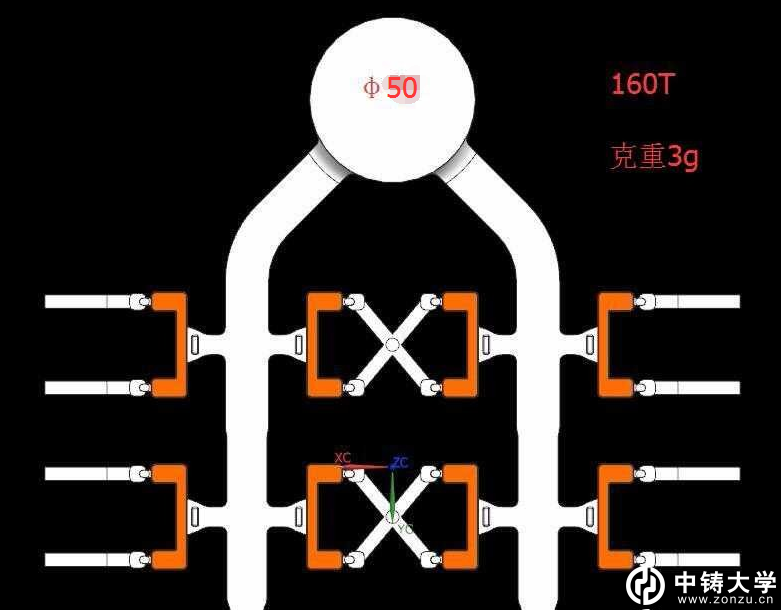
| 图四的改善方向是正确的,浇口分两股,射角朝向螺牙孔位置,浇口加厚,这样气孔、缩孔都能避免的。 |
| 加工位置比你的支流道都要厚,怎么会没有缩孔哟 |
lwj_314 发表于 2018-5-4 11:05 谢谢您的耐心解答,设备太旧,几乎不分段,等新设备来了再说把。现在打件就是一个快压  |
guodongbiao 发表于 2018-5-4 10:13 谢谢您的耐心解答,设备太旧,几乎不分段,等新设备来了再说把。现在打件就是一个快压  |
| 确定一下模具温度,还有问题确定清楚是气孔还是收缩导致的,气孔可以考虑改一下渣包位置,收缩考虑一下模具温度,二速位置晚点起,不行就改成两股流道进。 |
 分享
分享 收藏
收藏 支持
支持 反对
反对

